Nachdem die Kosten für hochwertiges Einstreumaterial in den letzten Jahren extrem gestiegen sind, verwenden immer mehr innovative Milchviehbetriebe selbst produziertes Bio-Einstreumaterial. Dieses wird aus den unverdauten Faserstoffen (Futterresten) der Gülle gewonnen. Das von FAN entwickelte BRU-Konzept (Bedding Recovery Unit) separiert, trocknet und hygienisiert unverdaute Rohfaser aus der Gülle. Damit können Betriebskosten enorm gesenkt werden bei gleichzeitiger Optimierung der Milchleistung. Da es sich hier um einen ökologischen Kreislauf handelt, entfallen nicht nur Bezugskosten für Einstreumaterial, sondern auch entsprechende Entsorgungskosten. Dieses Biomaterial wird permanent direkt am Hof produziert und ist jederzeit verfügbar.


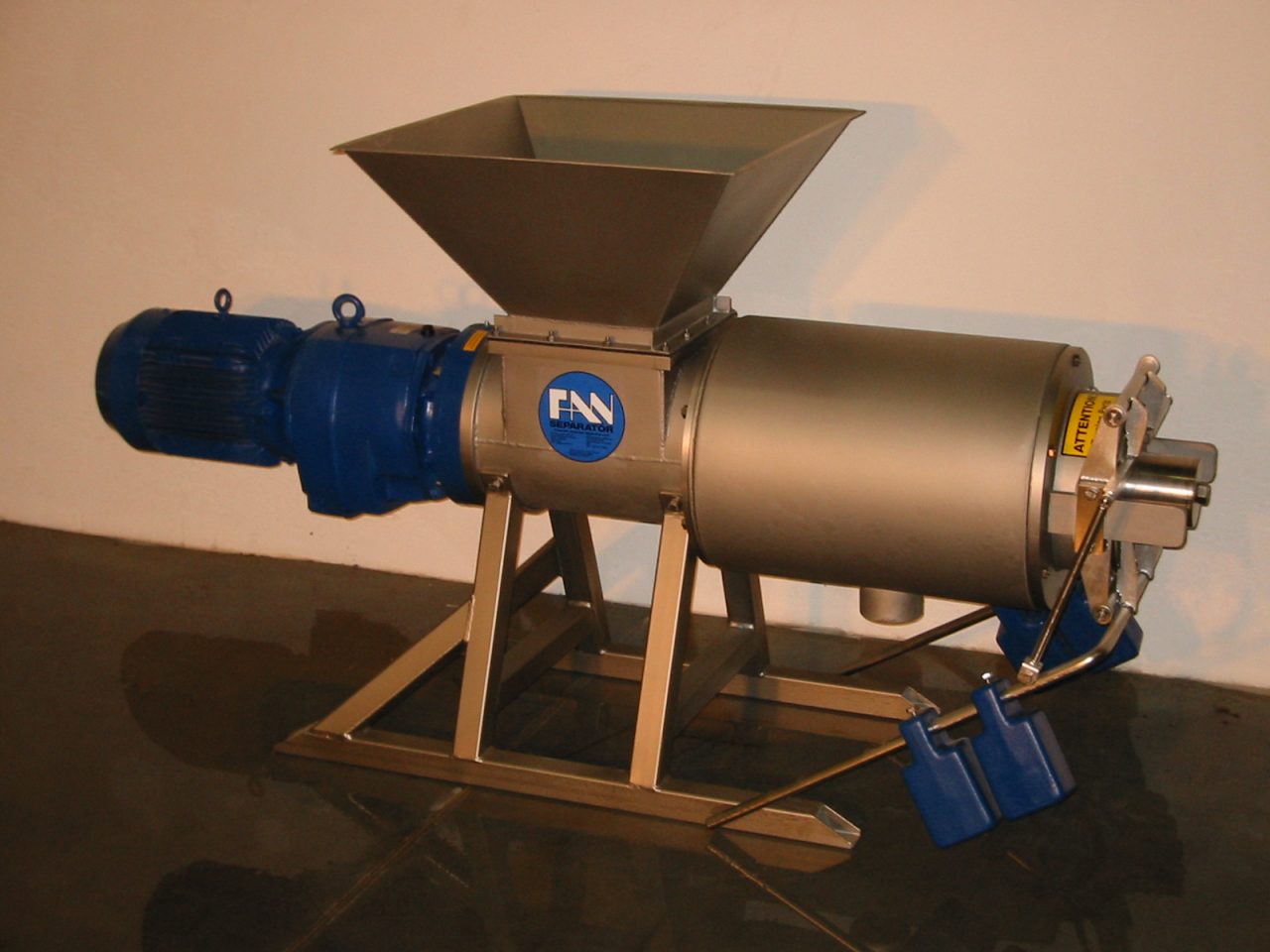
Der erste Schritt des Prozesses besteht aus der Separation von groben Faserstoffen und findet in einem speziell entwickelten Pressschnecken-Separator statt. Die Feststoffe sind vor allem nicht verdaute Rückstände aus dem Futter, wie z.B. Fasern aus Silage oder Heu. Der Separator trennt die flüssigen und festen Anteile und reduziert dadurch den Feuchtigkeitsgehalt der festen Phase auf ein Minimum. Dieser Feststoff wird mittels einer Förderschnecke in eine speziell entwickelte rotierende Trommel aus Edelstahl weiterbefördert.

Der zweite Schritt des Prozesses findet in einer isolierten Edelstahltrommel statt. Dabei wird der Feststoff über mehrere Stunden einem intensiven biologischen aeroben Hygienisierungs-Prozess bei Temperaturen von über 65 Grad unterworfen, wobei die Bakterien abgetötet bzw. auf ein Minimum reduziert werden. Durch diesen kontrolliert gesteuerten Prozess entsteht ein homogenes Produkt. Durch diese Behandlung wird die Vermehrung von u.a. Mastitiserregern wesentlich entgegengewirkt. Labortests von unterschiedlichen Universitäten haben bestätigt, dass keine nachweisbaren Bakterienzellen im Einstreumaterial nach diesem Prozess vorhanden waren.
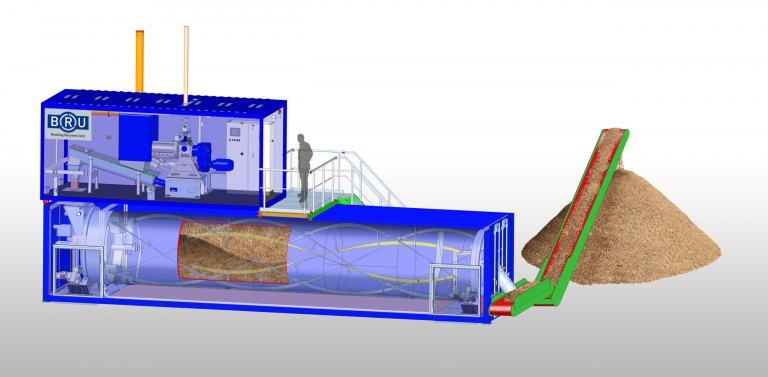
Der zweite Schritt des Prozesses findet in der FAN Kompostiertrommel statt, welche in einem isoliertem 40’-Container installiert ist. Die Feststoffe werden über ein patentiertes Klappensystem in die Trommel geführt, damit diese auch mit über 70% des Volumens gefüllt werden kann. In der Trommel wird das Material kontinuierlich gemischt und einem intensiven aeroben Prozess ausgesetzt, bei welchem die Luft aus der Trommel gesaugt wird um die Feuchtigkeit aus dem System zu entfernen. Für einen optimalen Kompostierprozess wird die Lufttemperatur hierbei auf ca. 65–70°C gehalten. Durch einen stabilen kontinuierlichen Prozess wird ein homogenes Produkt produziert.

Durch das neuartige Austragssystem kann die Trommel bis zu 70% gefüllt werden, was eine tägliche Produktion von bis zu 48 m³ Einstreumaterial bedeutet.

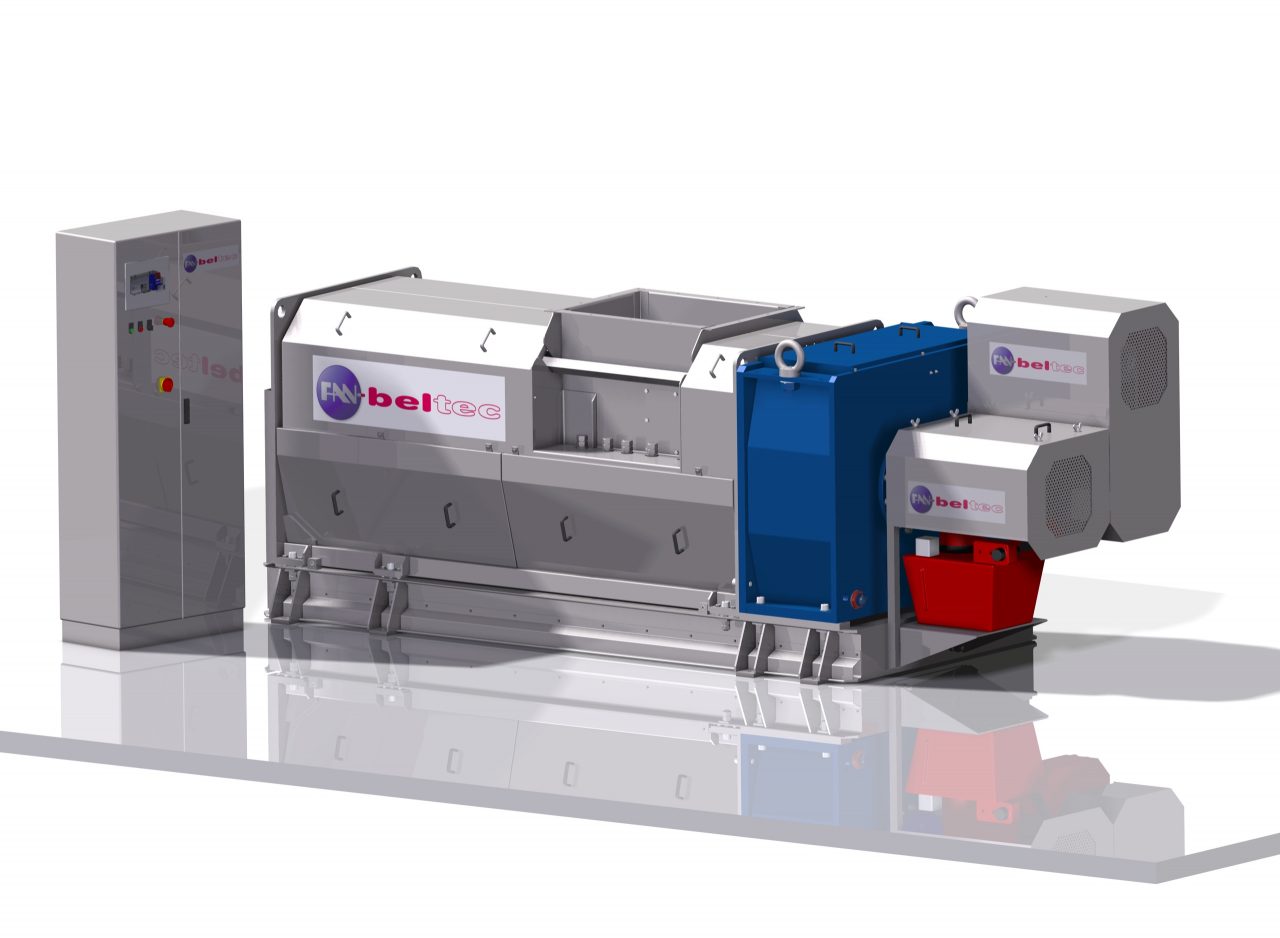
Um den vollautomatisch kontrollierten Betrieb zu gewährleisten, wurde eine spezielle Steuerung entwickelt, welche einen konstanten TS-Gehalt von 36–38% am Separatoraustritt garantiert

Am großzügig dimensionierten Touch Screen Panel kann die gesamte Anlage sowie die Einzelkomponenten gesteuert werden. In Speicherkarten werden die Daten wie Temperatur, sämtliche Einstellungsparameter der Anlage über einen längeren Zeitraum gespeichert, um auch eine Nachverfolgbarkeit sicher zu stellen. Ebenso können Peripherie-Geräte mitgesteuert werden.